Blog Posts
Welding Habitat Failure Mode Analysis: A Systemic Safety Framework for 2026
In high-hazard industrial environments, safety isn’t a static condition but a result of continuous engineering vigilance. A comprehensive welding habitat failure mode analysis is the only way to ensure that pressurized enclosures perform as intended when hot work begins. You understand that unplanned shutdowns and compliance failures with ATEX or IECEx standards represent more than just financial losses; they are direct threats to personnel and high-value assets. This article provides an expert-level breakdown of potential failure modes and the engineering protocols required to mitigate them in Zone 1 and Zone 2 environments.
We’ll examine the technical framework of FMEA, the mechanics of pressure loss, and how the specialized technologies developed by PetroHab LLC, such as Quadra-Lock panels and Safe-Stop systems, effectively eliminate common failure points. By the end of this guide, you’ll possess a robust framework for hot work that ensures zero ignition incidents and reduced downtime during critical refinery turnarounds. Precision in containment is the only defense against the unpredictable nature of hazardous atmospheres.
Key Takeaways
- Learn to apply the FMEA framework to systematically identify and categorize potential failure points within a Hot Work Safety Enclosure.
- Conduct a rigorous welding habitat failure mode analysis to address critical risks, specifically the loss of positive pressure and hazardous gas ingress.
- Analyze how extreme environmental conditions and operational human error compromise the mechanical integrity of pressurized systems.
- Implement redundant engineering controls, such as dual-fan configurations, to maintain constant containment during mechanical or power failures.
- Utilize specialized technologies like Quadra-Lock panels and Safe-Stop systems to provide a definitive remedy against common hardware failures.
Fundamentals of Failure Mode and Effects Analysis (FMEA) for Habitats
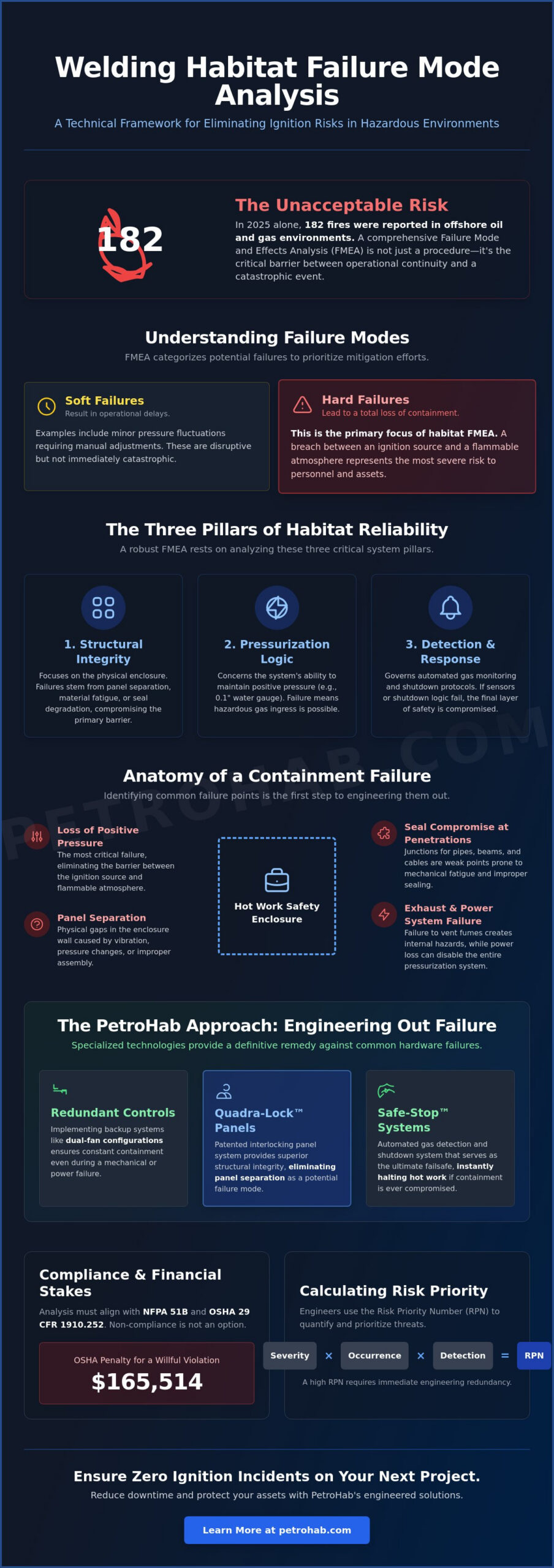
A Hot Work Safety Enclosure (HWSE) serves as the primary engineering control for ignition prevention in hazardous environments. To ensure its reliability, engineers utilize Failure Mode and Effects Analysis (FMEA), a systematic process designed to identify every potential failure point within the system. In the context of pressurized enclosures, this analysis shifts from a general engineering exercise to a critical safety mandate. With 182 fires reported in offshore oil and gas environments in 2025, the ability to predict and preempt system breakdowns is the difference between operational continuity and a catastrophic event.
This technical framework supports the core objectives established in our guide to the hot work safety enclosure. We distinguish between ‘soft’ failures and ‘hard’ failures. Soft failures typically result in operational delays, such as minor pressure fluctuations that require manual adjustment. Hard failures, however, involve the total loss of containment. A comprehensive welding habitat failure mode analysis focuses on these hard failures, where the barrier between a welding arc and a flammable atmosphere is breached. Precision in this analysis ensures that every hazardous condition is met with a definitive technological remedy.
To better understand this concept, watch this helpful video:
The Three Pillars of Habitat FMEA
Reliability in a pressurized environment rests on three distinct pillars. Structural integrity focuses on the physical enclosure panels; a failure here often stems from panel separation or seal degradation. Pressurization logic involves the system’s ability to maintain a 0.1-inch water gauge differential, which is the industry standard for preventing gas ingress. Finally, detection and response protocols govern the automated gas monitoring systems. If these sensors fail to communicate with the shutdown logic, the entire safety barrier is compromised.
Regulatory Anchors for Risk Assessment
Effective welding habitat failure mode analysis must align with NFPA 51B (2024 edition) and OSHA 29 CFR 1910.252 guidelines. These standards provide the legal and technical baseline for fire prevention during hot work. In 2026, the OSHA penalty for a willful violation is $165,514, making compliance both a safety and a financial necessity. Engineers calculate a Risk Priority Number (RPN) by evaluating the severity of a failure, the likelihood of its occurrence, and the probability of detection. In ATEX Zone 1 and Zone 2 environments, any failure mode with a high RPN requires immediate engineering redundancy to ensure the protection of high-value assets and personnel.
Primary Failure Modes in Pressurized Enclosure Systems
A rigorous welding habitat failure mode analysis must look beyond the metallurgy of the weld to the integrity of the containment environment. While standard engineering often focuses on material stress, the primary risk in hazardous areas is the failure of the air-seal. When a pressurized habitat loses its ability to maintain positive pressure, the barrier between the ignition source and explosive hydrocarbons disappears. This transition from a controlled environment to a high-risk state can happen in seconds. Engineers must account for several critical failure modes: loss of pressure, panel separation, seal compromise at penetration points, and exhaust system failure.
Seal compromise often occurs at the complex interfaces where pipes, beams, or cables penetrate the enclosure walls. These junctions are prone to mechanical fatigue and improper sealing during initial assembly. If the seal fails, gas ingress becomes inevitable. Additionally, if the exhaust system fails to properly vent welding fumes, toxic gases accumulate inside. This creates a secondary failure mode where the safety of the technician is compromised even if the external environment remains protected. To mitigate these risks, operators often turn to a PetroHab LLC Hot Work Safety Enclosure to ensure structural reliability.
Differential Pressure Breach
A breach in differential pressure is the most frequent failure mode identified in field operations. Root causes range from fan motor mechanical failure to simple ducting blockages. In tall enclosures, engineers must specifically guard against the ‘Chimney Effect.’ This occurs when temperature differentials cause air to rise and escape through upper gaps, pulling potentially hazardous air into the lower sections. Without precise air management and automated monitoring, this pressure breach allows hydrocarbons to reach the hot work area, negating the entire safety framework.
Structural Material Degradation
High wind loads and extreme thermal exposure can lead to structural material degradation. Fire-resistant fabrics may suffer from delamination or thermal breakthrough if exposed to sustained slag or sparks. Mechanical failure of the frame or panel connectors is also a concern in offshore environments where salt spray accelerates corrosion. Standard panels often rely on inferior interlocking systems that fail under these stresses. Quadra-Lock Panels are specifically engineered to prevent these panel-gap failures by providing a rigid, overlapping connection that maintains its seal even under significant mechanical load.
Analyzing Environmental and Operational Root Causes
A comprehensive welding habitat failure mode analysis must account for the external variables that compromise system integrity. While mechanical design is paramount, environmental stressors and operational oversights often serve as the catalysts for containment failure. In offshore environments, salt spray and high winds are constant threats. They don’t just cause surface corrosion; they induce mechanical fatigue on the HWSE structure. This fatigue can weaken the seals of a Petro-Habitat, leading to a breach that monitoring systems might not immediately detect if sensors aren’t calibrated for extreme conditions.
Site-specific hazards add another layer of complexity. If a pressurized habitat is positioned near high-pressure relief valves or venting systems, the risk of a gas cloud encounter increases. Inadequate maintenance often exacerbates these risks. Clogged manometers or outdated gas sensor calibrations prevent the system from accurately measuring the 0.1-inch water gauge differential. These are not merely technical glitches; they are systemic failures that undermine the safety of the entire facility.
The Human Element in Failure Chains
Human error remains a primary driver in the failure chain. Workers sometimes bypass automatic shutdown systems to avoid what they perceive as “nuisance” shutdowns during critical tasks. This intentional act removes the final line of defense against ignition. Improper assembly, often due to inadequate training, results in poor ducting placement. Without correct ducting, the system cannot maintain the required airflow, leading to localized pressure drops. Strict adherence to Permit-to-Work (PTW) protocols during habitat entry and exit is the only way to ensure that the enclosure’s integrity remains intact throughout the shift.
External Environmental Stressors
Offshore platforms subject equipment to constant vibration. This vibration induces wear on panel joints, potentially loosening the interlocking mechanisms over time. Thermal expansion also poses a significant risk. As pipes passing through the habitat seals heat up during process operations, they expand and contract, which can tear or displace the sealing material. Additionally, ambient gas levels in the surrounding environment can impact sensor sensitivity. If background hydrocarbon levels fluctuate, it may lead to false trigger rates or, more dangerously, a desensitized sensor that fails to react during a genuine leak. Engineering out these variables requires a PetroHab Hot Work Safety Enclosure (HWSE) built to withstand the rigors of heavy industry.
Mitigating Risk through Redundant Engineering and Technology
Engineering redundancy transforms a passive enclosure into an active safety system. A rigorous welding habitat failure mode analysis dictates that any loss of power or mechanical failure must result in an immediate, safe state. We call this the ‘Fail-Safe’ philosophy. It ensures that if the system’s primary power cuts out, all ignition sources are instantly isolated. This protocol prevents a temporary utility failure from becoming a primary cause of gas ingress. Reliability isn’t a goal; it’s a measurable outcome of deliberate engineering choices.
Dual-fan systems provide the necessary mechanical redundancy to maintain the required 0.1-inch water gauge differential. If one fan motor fails, the secondary unit compensates to ensure the pressure remains constant. This configuration is essential for high-risk Zone 1 environments where the presence of hydrocarbons is a constant threat. By integrating real-time data logging, safety managers can monitor pressure trends and sensor health. This predictive capability allows for the identification of degrading components before they manifest as a system failure. These data-driven loops are critical components of advanced hot work safety systems.
Automated Shutdown Logic
The automated shutdown logic serves as the final barrier against ignition. If the internal pressure drops below the calibrated threshold, the system triggers an immediate power cutoff to the welding machine. The same logic applies to gas detection. We set the shutdown threshold at 10% of the Lower Explosive Limit (LEL). This conservative limit provides a significant safety margin, allowing the system to react long before a flammable atmosphere reaches the arc. Every component in this loop must carry ATEX or IECEx certification to ensure it doesn’t become an ignition source itself.
Pre-Operational Integrity Testing
Before striking the first arc, technicians must verify the enclosure’s integrity through standardized testing. The ‘Smoke Test’ protocol remains the industry benchmark for identifying hidden leaks in panel joints or pipe penetrations. This visual verification confirms that the air-seal is complete. Additionally, every manometer and LEL detector requires a calibration check to ensure accuracy. Use this 5-point verification checklist before starting work:
- Confirm dual-fan synchronization and airflow direction.
- Verify the 0.1-inch water gauge pressure differential.
- Test the Safe-Stop emergency shutdown button.
- Perform a smoke test on all penetration seals.
- Ensure all gas sensors are within their valid calibration date.
For maximum protection, deploy the Safe-Stop Automatic Shutdown System to eliminate the risk of human error during a pressure breach.
The PetroHab Approach: Engineering Out Common Failure Points
A robust welding habitat failure mode analysis identifies operational risks, but the PetroHab approach actively eliminates them through intentional design. We don’t rely on procedural compliance alone. Our engineering philosophy centers on removing the mechanical and human variables that lead to containment breaches. By replacing vulnerable components with patented technologies, we transform the habitat from a simple enclosure into a high-performance safety system. This approach ensures that hazardous conditions are met with a definitive technological remedy rather than a hope for worker vigilance.
Superior Containment with Quadra-Lock
Traditional hot work safety enclosures often rely on velcro or zipper seals to join panels. These materials frequently fail under the high-pressure differentials required for Zone 1 operations. They are prone to “ballooning” and mechanical separation, which directly leads to gas ingress. Quadra-Lock Panels replace these weak points with a patented, rigid mechanical bond. This interlocking system creates an airtight, overlapping seal that maintains its integrity even under significant internal pressure. The panel material is engineered for extreme resilience against molten slag and high-intensity sparks. It doesn’t just resist heat; it provides a durable barrier that preserves the air-seal throughout the entire welding process.
Safe-Stop: The Ultimate Failure Mitigation
Human oversight is a documented failure mode in nearly all industrial accidents. Workers might ignore a gauge or fail to notice a subtle pressure drop. The Safe-Stop Automatic Shutdown System acts as a redundant supervisor that never tires. It integrates directly with site-wide emergency shutdown (ESD) systems to provide a unified safety response. If the system detects a 10% LEL gas concentration or a loss of positive pressure, it overrides the operator and cuts power to the welding equipment instantly. Clear visual and audible alarm logic prevents operator confusion during these events. This technology ensures that hazardous environment standards are met with technical certainty across global operations.
Our modular design utilizes interchangeable panels to accommodate complex site geometries. This flexibility prevents the ‘forced fit’ gaps common in rigid, non-modular systems. By ensuring a perfect fit around pipes and beams, we close the gaps where gas ingress typically occurs. Finally, we address the failure mode of ‘Inadequate Supervision’ through our global support network. Certified training programs ensure that every Petro-Habitat is assembled and maintained by technicians who understand the granular details of ignition prevention. This systemic framework provides safety managers with absolute confidence in their hot work operations through 2026 and beyond.
Advancing Hot Work Safety through Systemic Engineering
A rigorous welding habitat failure mode analysis is the foundation of operational excellence in hazardous environments. By transitioning from reactive maintenance to a predictive framework, safety managers identify vulnerabilities before they manifest as critical incidents. We’ve established that structural integrity and automated redundancy are the primary defenses against the loss of positive pressure. These engineering controls provide the necessary reliability for Zone 1 and Zone 2 operations where the margin for error is zero.
PetroHab remains a trusted partner for global supermajors, delivering ATEX and IECEx certified systems designed for the most demanding offshore and refinery conditions. Our patented Quadra-Lock technology and Safe-Stop automatic shutdown systems represent the industry benchmark for ignition prevention. You’ll eliminate the variables of human error and environmental stress through calculated, redundant design. Precision in containment is the only way to ensure the protection of high-value assets and personnel.
Request a Technical Consultation for Your Next Hot Work Project and secure your site with the most resilient safety enclosures available. We look forward to supporting your commitment to operational excellence and zero incidents.
Frequently Asked Questions
What is the most common failure mode for a welding habitat?
The most common failure mode identified in a welding habitat failure mode analysis is the loss of positive pressure. This typically occurs due to fan motor mechanical failure, ducting blockages, or excessive door openings during shift changes. Maintaining the 0.1-inch water gauge differential is critical. Without this pressure, the enclosure can’t prevent the ingress of hazardous hydrocarbons, which negates the primary engineering control.
How often should gas detection sensors in a habitat be calibrated?
Gas detection sensors require calibration checks before every operational shift to ensure technical precision. NFPA 51B and OSHA guidelines emphasize that sensors must function within their valid calibration date. In harsh offshore environments, salt spray and humidity accelerate sensor drift. Technicians should perform a zero-calibration and span-check to verify the 10% LEL shutdown threshold is active before work begins.
Can a pressurized habitat be used in ATEX Zone 0?
Pressurized welding habitats aren’t permitted for use in ATEX Zone 0 environments. Zone 0 is defined as an area where an explosive atmosphere is present continuously or for long periods. Habitats are engineered to mitigate risks specifically in Zone 1 and Zone 2 areas. Deploying an ignition source in a Zone 0 environment violates international safety standards and presents an unacceptable risk of explosion.
What happens if the positive pressure is lost during hot work?
If positive pressure is lost, the automatic shutdown system immediately isolates all ignition sources, including welding machines and grinders. This fail-safe response prevents the welding arc from encountering potentially flammable gases that may enter the enclosure. Work must remain suspended until the pressure differential is restored and the internal atmosphere is re-verified as safe by a qualified safety officer.
How do PetroHab’s Quadra-Lock panels prevent gas ingress compared to other systems?
Quadra-Lock panels utilize a patented mechanical interlocking system that creates a rigid, overlapping bond. Traditional systems often rely on velcro or zippers, which tend to balloon or separate under high-pressure differentials. Quadra-Lock eliminates these panel-gap failure modes. This engineering ensures a consistent air-seal even when the HWSE is subjected to mechanical stress or high wind loads in offshore environments.
Is an automatic shutdown system mandatory for all pressurized habitats?
An automatic shutdown system is considered an essential engineering control under modern safety frameworks like NFPA 51B. Relying solely on manual monitoring introduces the risk of human error. Systems like Safe-Stop provide the necessary redundancy to override operator oversight. It ensures that ignition sources are deactivated the moment a hazard is detected, maintaining compliance with rigorous international safety standards.
What are the emergency procedures if a habitat failure is detected?
Personnel must immediately stop all hot work and evacuate the enclosure if a failure is detected. While the Safe-Stop system triggers an automatic shutdown, manual isolation of power sources is a required redundant step. Technicians must then conduct a focused welding habitat failure mode analysis to identify the root cause, such as a seal breach or sensor failure, before any work is resumed.
How does wind speed affect the failure risk of an offshore welding enclosure?
High wind speeds increase the risk of mechanical fatigue on the enclosure’s structural joints and panel connectors. Sustained winds cause pressure fluctuations that challenge the dual-fan system’s ability to maintain a steady differential. In offshore environments, wind loads must be calculated during the installation phase to ensure the HWSE is properly anchored and the seals remain intact under peak atmospheric conditions.